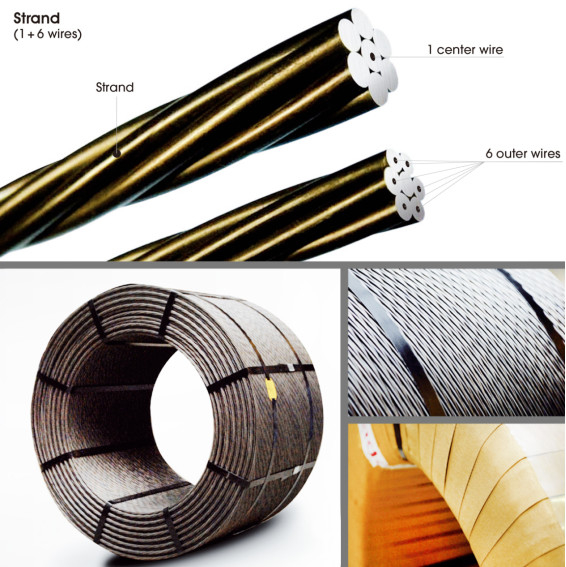
低い弛緩安定は鋼鉄繊維装置の技術的な提案にプレストレスを施した
1. 主要な技術の指定
| 製品仕様書(mm) |
Φ17.8、Φ15.7、Φ15.24、Φ12.7、Φ11.1、Φ9.53 |
| 強さのレベル |
1860MPa |
| 設計されていた速度 |
120m/min |
| 査定の速度 |
110m/min |
2. 年産のテーブル
| 繊維のø |
区域 |
抗張
強さ
|
重量 |
ピッチ |
速度 |
引き |
生産 |
| mm |
mm2 |
MPa |
kg/m |
mm |
m/min |
KN |
kg/h |
T/month |
t/year |
| 9.53 |
55 |
1860 |
0.43 |
133 |
79.8 |
48 |
2399 |
978 |
11735 |
| 11.1 |
74.2 |
0.582 |
155.4 |
93 |
62 |
3527 |
1542 |
18511 |
| 12.7 |
98.7 |
0.775 |
178 |
106 |
83 |
4929 |
2340 |
28095 |
| 15.24 |
140 |
1.115 |
213 |
120 |
118 |
8028 |
3813 |
45759 |
| 17.8 |
191 |
1.5 |
250 |
70 |
160 |
6300 |
2992 |
35910 |
| 24 h/day * 80% * 25day/month |
|
3. 主要な部品
3.1スキップStrander 6 + 1モデルJXN1250
より手の速度
回転速度600 RPM
最高速度(1×7strand) 120 m/min
ピッチ(1x7繊維) 14 K
3.1. スプール フレーム
H車輪6の数
フランジの直径1250mm
バレルの直径500mm
働きの幅840mm
総幅964mm
腔線径・山径120mm
最大負荷3.500Kg
独立した給料支払い
Bの棚
C . ドライブ
D. Cradles
E. Bow
F. Housing
G. Wireは形作ることを死ぬ
H.整数の単位の後
3.2キャプスタンの引きの最初グループ
直径2000mm
最高。連続的な引き16000のkg
最高。生産の速度120 m/min
最高。延長5%
モーター力280のkw
一定した働く速度960 rpm
不変の力900 – 1500 rpm
モーター断熱システム、ABBのベクトル制御の頻度コンバーター。
A. Tensionの車輪
B.ギヤ ボックス。
C.制御システム
D.ブレーキ システム
E.繊維クランプを押す巻くライン
3.3圧力センサー
オンライン張力測定システム車輪径は最初張力車輪の後側に800のmm、システムあるでありこのシステムを使用して誘導加熱の前部で、2つの張力車輪の単位を安定させた一定した張力制御を実現するために保障、実時間データを監視し、表示できる。
3.4中間周波数の炉
誘導加熱:力600KWの最大キャパシティ:繊維のための冷却を含む9000 Kg/hour。
評価される力600のKW
評価される頻度6000のHZ
調整された入力電圧380V (50Hz)
DCは電圧500 Vを評価した
DCは現在の1200Aを評価した
出力電力範囲10%--100%
温度370-420°C
3.5冷水の浴室
冷水タンクは約9メートル長さ、使用水スプレー、4セットが付いているブロー ドライ装置、自動冷水の温度調整システムが付いている熱気の送風機、である。
冷却の水流25m3/hour
32° Cの下の冷水の温度
水圧3棒
圧縮空気圧力≧5棒
乾いた空気の流れ250 Nm3/h
3.6第2張力車輪の単位
第2張力車輪の単位は最初の張力車輪によって巻く張力を発生させるために調整される。
直径2000のmm
最高。一定した張力16000のKg
最高。生産の速度120 m/min
最高。延長5%
力280のkw
回された速度960 rpm
回された速度900-1500 rpmの範囲
熱い保護スイッチ
ABBのベクトル制御の頻度converterABB
3.7 JXN90-5シンクロナイザー
合わせる単位で2つのローラー、1はダンスの腕に合わせる立場にある、他あるある。空気システムは手動で調節することができる逆および前方圧力を提供する。異なった合わせる張力を異なった繊維の直径によって達成することができる。1セットの位置センサーのフィードバック制御に関する巻き取り装置のスプールのインバーターへのダンスの腕の位置、速度、ダンスの腕の仕事を中心で確かめるため。
3.8 CPJXN125A-11Aの巻き取り装置/給料支払いの単位
2つの固定ボビンの次元
外的な直径2800のmm
内部直径1200のmm
幅1500のmm
3.8.2最高の見掛け密度:2
3.9単位を合わせるJXN90-5
2つのローラー、1はダンスの腕に合わせる立場に、他あるある。空気システムは逆および前方圧力を提供する、
手動で調節することができるかどれが。異なった合わせる張力を異なった繊維の直径によって達成することができる。1セットの位置センサーのフィードバック制御に関する巻き取り装置のスプールのインバーターへのダンスの腕の位置、速度、ダンスの腕の仕事を中心で確かめるため。
3.10精密ウィンド マシーン:JXN90-6
繊維の直径は9.53 — 17.8mmを鳴らした
精密巻上げの繊維の直径の範囲9.53-17.8mm
内部の直径800mm
フランジの外的な直径1650mm
幅750mm
最高。負荷4.500Kg
溝の第8
最高。巻く力600Kg
横ピッチ9 — 18mm
繊維の指導の型板私達は次のspecifitionsに従って5組の指導の型板を供給する:Φ15.7、Φ15.24、Φ12.7、Φ11.1、Φ9.53。
最高。速度300m/min
巻上げモーター
巻上げモーターAC主要なモーターは力の一定したトルク/不変の力で働く単一ファンによって45のkW冷却される
下記によって制御される:ABBのベクトル制御のコンバーター。
モーターの横断
不変の力で1.5 kWを働かせる横モーター
ABBのベクトル制御のコンバーターによって制御される断熱システム
PCの汀線のためのドライブそして制御
4.1制御システムは制御キャビネットを含んでいる。保護レベルはIP23である。
4.2キャビネットは二重側面のキャビネット、塗った灰色色RAL 7032をである
4.3の量および次元は製造者によって与えられる。
4.4 ABBの頻度コンバーター
4.5冷却装置はファンおよびフィルター網から成っている。キャビネットは最高空気によって調節される部屋にどこで置かれるべきである。30° C –低い湿気より低い温度より40%の
主力および制御システムの入口制御キャビネットの底から入るため。
4.6 GB Standards4.7はキュービクルから成っている:
ヒューズが付いている主要な回路ブレーカ
ABBのコンバーター
補助ループ
4.8電源
電源:三相380V 50HZ
電源:単一フェーズ220V 50HZ
 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。